Home » SYSTEMS
CONTROLLED ATMOSPHERE COLD ROOMS FOR AGRIFOOD PRODUCTS
We manufacture cold rooms for fruits and vegetables, catering to both end-users such as wholesalers or distribution centers and producers. These installations can be equipped with either evaporators or air handling units connected to air transport ducts. We can also size, build, and equip the systems with humidification systems since the cooling process can lead to excessive dehydration of agri-food products.
Controlled atmosphere cold rooms allow for the preservation of the organoleptic qualities of agri-food products and reduce losses due to pathogens and physiological disorders. This leads to significant commercial advantages, as one can easily imagine.
These cold rooms are designed with special features: panels are completely sealed after installation to ensure pressurization of controlled atmosphere rooms. Sliding refrigerated doors are equipped with provisions for controlled atmosphere, ensuring a perfect seal, and come with multiple closing handles and inspection hatches




CLEANROOMS
We manufacture cleanrooms in classes 100 (ISO 5) – 1,000 (ISO 6) – 10,000 (ISO 7) and 100,000 (ISO 8). The choice of class is based on the product to be handled and the maximum air contamination limit.
Our cleanrooms are used in the packaging of food products (cold cuts, cheese), for applications in the pharmaceutical and biomedical fields, for electronic component processing rooms, etc. The systems in our cleanrooms consist of air handling units with a series of progressively efficient filtration sections, distribution air duct networks for supply, exhaust, and renewal, and automatic and adjustable systems for controlling thermo-hygrometric conditions and overpressure
REFRIGERATION PLANTS AND CENTRAL UNITS
Refrigeration systems with compact and versatile central units, featuring integrated or remote condensers, with frames painted with epoxy powders resistant to all weather conditions and suitable for outdoor placement without protection.
Refrigeration units equipped with hermetic or semi-hermetic compressors, operating on direct expansion with environmentally friendly refrigerants.
Compressor compartments are soundproofed to ensure maximum quietness. Each electrical panel is built-in, pre-wired, and tested. The units are equipped with PLCs and microprocessors for setting and reading operating parameters, as well as for programming and system self-diagnosis




Piping black utilities and clean utilities
We have been manufacturing piping lines (Black and Clean Utilities) since 1972, adopting the principle of maximum flexibility.
- Construction and laying of lines based on a functional design provided by the client
- Construction and laying of lines based on a functional design developed by us for the customer
- Construction and laying of automated process lines with access to our turnkey service
- Pre-construction and assembly service in the factory that guarantees the client a reduction in laying times and a consequent reduction in line downtime
- Service of dismantling existing installations for replacement
- High specialisation in the construction of food and pharmaceutical piping on site
- Revamping
Operations
- Fire protection systems
- Pipes for transporting all types of gas
- Thermal power stations
- Steam power stations and high, medium and low pressure steam distribution lines
- Combined heat and power plants
- Clean piping (WFI, PW, Clean Steam, etc.)
- Process line installations
Fields of plant engineering:
- Agribusiness
- Pharmaceuticals
- Chemical
- Biomedical
- Cosmetic
Sectors:
- Staff of licensed welders and brazers for installations that fall under PED 2014/68/EU (formerly 97/23/EC) and according to EN 287.2.
- We operate with certified welders using continuous wire, Tig, electrode and orbiting welding.
- We specialise in welding and braze welding on alloy steel (stainless and special stainless steel 304, 316 and 310), carbon steel, copper and mixed joints between different metal materials. As well as piping with plastic materials (PP, PE, PVC).
- Certified teams for the installation and assembly of high-quality process equipment
Skills:
- We offer traceability of the raw materials used for plant construction.
In addition:
SEASONING AND REVERSE FLOW SEASONING WAREHOUSES
The pride of our refrigeration systems in the dairy sector is the ‘reverse flow’ seasoning plant.
This type of system ensures uniform thermo-hygrometric conditions throughout the warehouse. Specifically, temperature and humidity are uniform both at the top and at the bottom, thanks to the reversibility of the airflow, which automatically changes direction based on the process to be carried out.
Depending on the phase in progress (heating or cooling of the warehouse), the airflow is directed either from the bottom to the top or from the top to the bottom. In ‘standby’ conditions for too long, the mixing function is activated with short forced ventilation cycles in both directions.
The introduced air is treated according to the set requirements (cooling, heating, humidification, or dehumidification). Additionally, a controlled amount of fresh air is drawn from the outside to maintain oxygen levels in the environment. The management of all functions is entrusted to an electronic programmer (PLC), which, through sensors, determines which function to perform. The heart of the system is the air treatment unit, which, in addition to the air treatment sections, includes a technical compartment housing the heating unit, refrigeration unit, humidification unit, and the electrical panel with the system management PLC.”




LOGISTIC PLATFORMS
Logistic facilities, large cold rooms, and industrial refrigeration systems for logistic platforms, distribution centers, and wholesalers
ROOMs AND PROCESSING ENVIRONMENTS
Rooms and processing environments are designed for perfect control of room temperature and humidity using refrigeration, heating, and air treatment systems inside the premises.
The systems are managed through electronic programmers that allow for the control of system parameters and the recording of values to ensure the healthiness of the environment for the operating personnel and for sanitary and quality control purposes.
Air distribution is carried out through textile ducts, air diffusers, or low-velocity air handling units to contain noise emissions and avoid creating harmful or uncomfortable airflows and drafts for the permanent personnel working




CHILLERS - GLYCOL AND CHILLED WATER SYSTEMS
We create systems with liquid chillers at medium and low temperatures, using motor-condensing units with hermetic, semi-hermetic, open reciprocating, and screw compressors to cool glycol and chilled water.
The condensation can be done with open tower water, closed water, air, or evaporative condensers.”
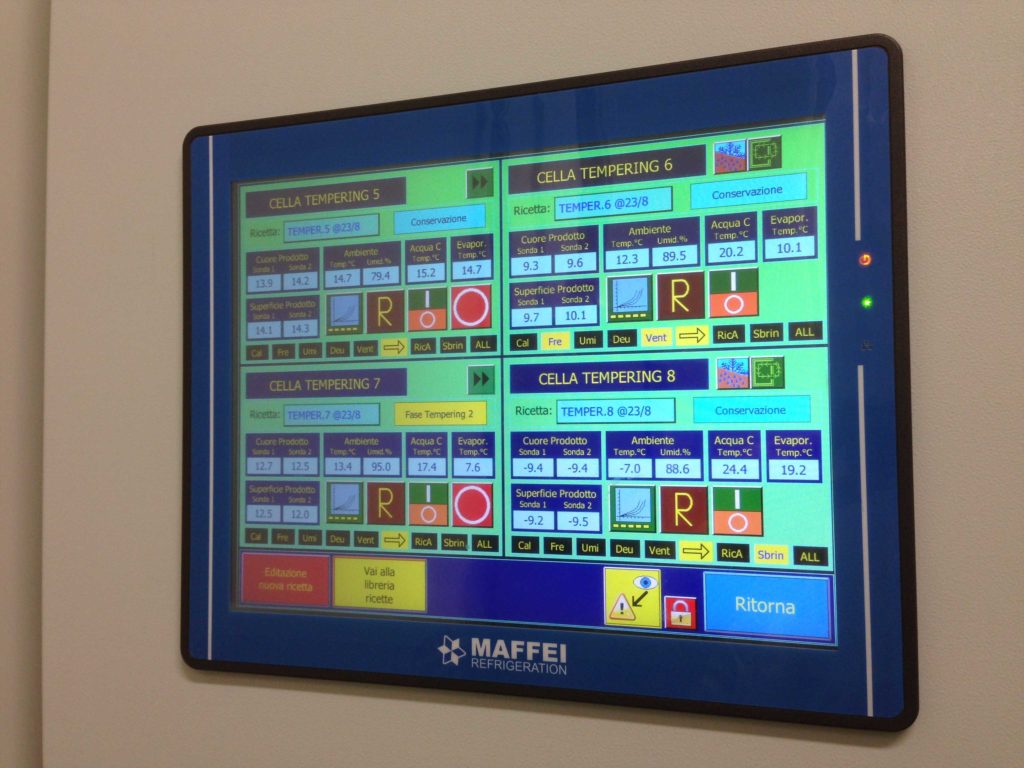
TEMPERING - THAWING CELLS
We create air turbulence thawing systems with warm and saturated humidity air, which allows obtaining products at the end of thawing with characteristics equivalent to fresh products. The weight loss of the product is extremely reduced with minimal protein loss, and the temperature on the product surface is controlled to minimize the risk of bacterial proliferation.
Maximum reduction in short thawing times with low energy costs. Our saturated air turbulence thawing systems are ideal for thawing meat and fish.
The thawing cycle management is entrusted to an electronic programmer of our design, equipped with adjustable and programmable program libraries, to adapt with maximum flexibility to the different characteristics of the products and the load of the cells.
The thawing phases are constantly guided by temperature probes positioned on the surface and at the core of the products to be thawed (at different points in the cells), as well as by temperature and humidity probes in the environment. The process is guided by the probes that control the functions of the cooling, heating, humidification, and air circulation system through special algorithms in the electronic programmer.
At the end of the thawing cycle, the system automatically switches to product storage mode, according to the desired temperature and humidity values



AIR HANDLING UNITS
Air handling units with thermally insulated break-cut panels, with concealed frame, for industrial applications and low temperatures.
Execution in stainless steel AISI 304 for hospital environments and use in the chemical-pharmaceutical sector.
Air handling units with concealed frame and 50 and 100 mm panels. Execution in stainless steel AISI 304 for hospital environments and use in the chemical-pharmaceutical sector.
Fiberglass air handling units, specifically designed for applications in the food industry.
Customizable constructions upon request, modular structures



